專注工業廢氣達標排放 大型工廠廢氣/粉塵處理工程
專注工業廢氣達標排放 大型工廠廢氣/粉塵處理工程
![廢氣處理設備(除塵設備)有機廢氣處理-[鑫藍環保],11年高品質領導者](/UploadFiles/Others/20180826095328_53373.jpg "廢氣處理設備(除塵設備)有機廢氣處理-[鑫藍環保],11年高品質領導者")
TO直燃爐處理高濃度、成分復雜廢氣時,需從工藝設計、安全控制、環保合規及經濟性等多維度進行綜合優化。以下為技術解析與解決方案:

一、TO直燃爐核心原理
工作機制:通過高溫(760-815℃)將廢氣中的VOCs、CO等污染物氧化分解為CO?和H?O,適用于非連續排放或濃度波動大的工況。
優勢:無需催化劑,適應性強,可處理高濃度廢氣(VOCs濃度可達25% LEL)。
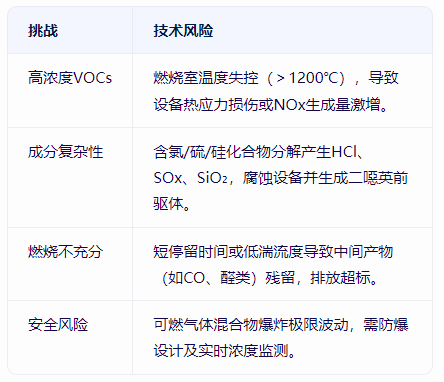
二、高濃度復雜廢氣處理挑戰
三、關鍵技術解決方案
1.工藝優化設計
分級燃燒技術
主燃燒區:850-950℃高溫氧化,確保高沸點物質(如多環芳烴)完全分解。
二次補燃區:1100-1200℃深度氧化,破壞二噁英類物質(需停留時間>2s)。
廢氣預處理
冷凝/吸附:去除高沸點物質(如油脂、樹脂),防止結焦。
稀釋風系統:VOCs濃度>25% LEL時,自動摻混空氣或氮氣,控制爆炸風險。
湍流強化設計
采用旋流葉片或文丘里結構,提升氣固混合效率,縮短停留時間(設計值≥0.75s)。
2.熱能管理與余熱回收
自持燃燒控制
當廢氣熱值>1100 kcal/Nm³時,關閉輔助燃料,利用廢氣自身熱量維持燃燒。
余熱利用系統
配置板式換熱器或熱管,回收高溫煙氣(>500℃)預熱進風或生產蒸汽,綜合能效提升30%~50%。
3.腐蝕與結焦防控
耐材選型
燃燒室采用SiC或高鉻磚,抗熱震性≥10次(1100℃→室溫),耐酸腐蝕率<0.1mm/年。
在線清洗系統
高壓水槍+化學清洗劑周期性清除結焦,頻率依據灰分熔點調整(如含Na/K化合物時每周1次)。
4.尾氣凈化
急冷塔:燃燒后煙氣2秒內降溫至200℃以下,抑制二噁英再合成。
堿洗塔:處理HCl、SOx,采用NaOH循環噴淋,去除效率≥95%。
除霧器:去除顆粒物及液滴,出口煙氣含塵量<5mg/Nm³。
四、智能控制系統
自適應燃燒控制
基于廢氣流量、濃度、熱值的模糊PID算法,動態調節燃料/空氣比,溫度波動控制在±15℃。
安全聯鎖系統
配置LEL在線監測、火焰探測器、緊急泄壓閥,實現3秒內快速泄爆。
數據云平臺
遠程監控運行參數(溫度、壓力、O?/CO濃度),預測性維護設備(如換熱器壓差>1500Pa時預警)。
五、經濟性與合規性
投資回報:雖然初期成本較RTO高15%~20%,但處理高濃度廢氣時運行成本降低40%(無需頻繁啟停)。
排放達標:滿足GB37822《揮發性有機物無組織排放控制標準》,非甲烷總烴排放濃度<60mg/Nm³。
副產物資源化:急冷塔廢水經中和沉淀后,可回收NaCl(純度>95%)用于化工原料。
六、典型應用場景
化工行業:處理含氯乙烯、苯系物的合成樹脂廢氣,二噁英排放<0.1ng-TEQ/Nm³。
涂裝行業:高固體分涂料烘干廢氣,VOCs去除率>99.5%,熱回收效率>70%。
制藥行業:含溶劑回收的發酵尾氣,配套深冷冷凝+TO直燃,綜合處理成本降低35%。
結語:TO直燃爐處理高濃度復雜廢氣需構建“預處理-高溫氧化-深度凈化-余熱回收”全流程體系。建議用戶優先選擇具備CFD模擬優化能力及AIoT智能控制系統的供應商,通過工藝仿真確定最佳燃燒室結構與操作參數,實現安全、高效、低碳運行。
鑫藍環保科技(昆山)有限公司多年來專注于TO直燃爐設計、制造和安裝。我們產品有RTO蓄熱焚燒、RCO蓄熱催化燃燒、CO催化燃燒、TO直燃爐、有機廢氣處理設備、冷凝回收、防爆除塵器、酸堿廢氣處理、濾筒除塵器、防爆除塵器、單機除塵器、倉頂除塵器、旋風除塵器、洗滌塔、活性炭吸附箱、靜電除油設備等。
詳情請撥打24小時技術服務熱線:180-6841-2162
或訪問鑫藍環保官網:www.yjcbrx.cn
鑫藍環保微信公眾號:ksxinlan

![]()

鑫藍環保科技(昆山)有限公司
服務熱線:4008-616-212
電話:0512-55186759
E-mail:ycw26688@126.com
地址:昆山市千燈鎮紅星路20號



掃一掃
獲取更多產品信息


